PROCESSING
Producing Powders With Extrusion Porosification Technology


Clextral technicians analyze powder samples. Photo courtesy of Clextral
This month’s Processing column will focus on a new extrusion technology called porosification, which can be used to create high-quality powders. Three applications will be discussed. I wish to thank my co-author, Giles Maller, vice president at Clextral.
Powders must have a variety of functional properties, including effective rehydration (characterized by wettability,dispersibility, and solubility), preservation of sensitive molecules, and the survival of microorganisms. These properties are determined by the structure of the powders as well as their manufacturing process.Traditional powder technologies include freeze-drying and spray-drying. Spray dryingis a relatively low-cost and efficient technology, which is used widely. Freeze dryingis best at preserving the original product’s properties, but its cost is high compared with spray-drying, so it is generally limited to products of high added value.
Extrusion Porosification Technology(EPT) is a recently commercialized process that produces powders with quality equivalent to freeze-drying at a cost that is closer to spray-drying. In dairy proteins, coffee,and probiotics, EPT has been proven to make a superior product than spray-drying,with equivalent quality of freeze-drying at a lower cost.
Understanding the Process
First, let’s take a look at the technology.The process has three steps:
1) Preparation of the product into a viscous state. This is generally 2,000–5,000 cP, but it is possible up to 20,000 cP.Dry matter content can vary considerably between products. For example, at a given viscosity of about 1,700 cP, at 44°C, a milk protein concentrate will be 33% dry matter while a skim milk concentrate could reach64% dry matter.
2) Extrusion-aeration. The viscous product is processed in the extruder where gas(typically CO2 or N2) is injected. The quantity of gas injected, the mixing speed, and temperature are adjusted to obtain a foam structure compatible with spraying. The extruder is an excellent heat exchanger,macro and micro mixer, and positive pump which creates and transfers the foam at a specific pressure without damage.
3) Drying. As the liquid foam is injected into the spray tower, two phenomena occur simultaneously. During expansion, the gas dissolved in the viscous liquid is vaporized,removing water molecules. In addition, the honeycomb structure of the foam increases these exchanges. These two phenomena assist in the water evaporation,resulting in lower required air temperatures and less energy required than with traditional spray-drying.
The porosified structure of EPT powder is different from spray-dried powder: EPT particles are spherical with a smooth surface and numerous pores, both inside and on the surface, while spray-dried particles are irregular with a rough surface, a large internal vacuole, and no surface pores. The larger specific surface area of EPT powder increases the exchange areas for improved dissolution.
The EPT process offers significant energy savings (20%–40%) compared with the spray-drying process due to the lower water concentration. Additionally, since the dry matter content is higher in the EPT foam,for a given evaporative capacity, a higher finished product flow rate can be achieved.
Application 1: Milk Protein Concentrates
Milk protein concentrates are used in fresh dairy products, processed cheese, coffee whiteners, high-energy food, health food,cakes, and as milk and whey additives to enhance protein content and improve yield.They are skim milk concentrates with protein contents between 40% and 80%,composed of caseins and soluble protein sobtained by ultrafiltration. They may bedemineralized and/or de lactosed.
Milk protein concentrate powders obtained by EPT have been analyzed and compared with spray-dried processed milk protein concentrate powders. These analyses demonstrated very interesting results. First, measurement of the change of particle size in a dispersed phase has shown that the size of EPT milk protein concentrate particles drops dramatically in comparison to spray-dried particle size,demonstrating that milk protein concentrate EPT particles dissolve faster than spray-dried milk protein concentrate particles.
Extrusion Porosification Technology (EPT) is a recently commercialized process that produces powders with quality equivalent to freeze-drying at a cost that is closer to spray-drying.
Further analysis conducted by the Albi Ecole des Mines demonstrated that water was absorbed instantaneously by the EPT milk protein concentrate powder and much more slowly by the spray-dried milk protein concentrate powder. This result was obtained by the dropped drop method,which consists in depositing a drop of purified water on a powder bed. With the EPT milk protein concentrate powder, the drop was absorbed in about 1 second while the spray-dried milk protein concentrate powder took more than 90 seconds for the drop to be absorbed (end of the analysis, not of the drop absorption).
Coagulation tests were conducted by the Besançon Mamirolle École Nationalede l’Industrie Laitière. The most important finding was the ability of EPT powder to recreate a gel with firmness comparableto fresh skim milk. The tests demonstrated that the firmness of the gel obtained with EPT powder exceeded the firmness of the gel obtained using fresh skim milk. This corroborates the excellent cheese making potential of this powder. To further analyze the cheese making properties, milk protein concentrate powders were rehydrated and their fat content standardized. The results showed that cheese can be manufactured using EPT milk protein concentrate powder. This is not possible with the spray-dried milk protein concentrate powder.
In conclusion, we can state that milk protein concentrates made with the EPT process offer much greater solubilization and dispersibility capacities than spray dried powders. The superior cheese making properties of these powders are still to be confirmed based on further testing.
Application 2: Coffee Powder
Coffee is one of the most widely consumed beverages in the world; over 2 billion cups are consumed every day. Instant coffee represents a major share of world wide consumption due to changing lifestyles focusing on practicality and mobile consumption.
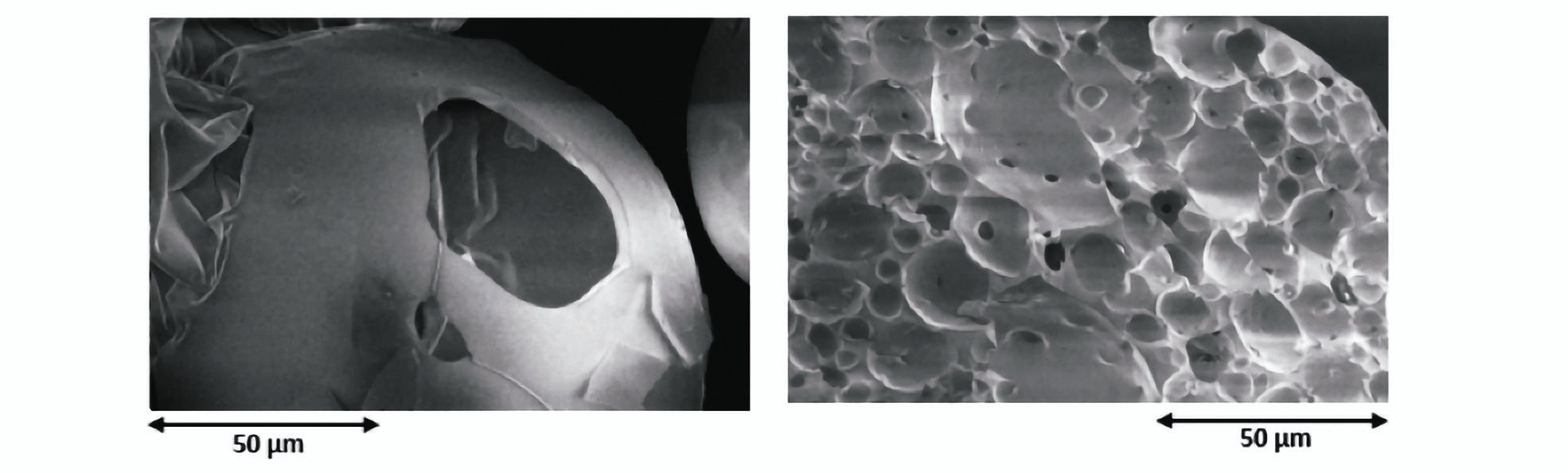
Magnified coffee powders processed by EPT and spray-drying. Photos courtesy of Clextral
Instant coffee is currently produced in two ways: spray-drying, which is cheaper but results in loss of aromatic qualities, and freeze-drying, which is more expensive but yields higher-quality coffee.
Studies have proven the EPT process can produce a better-quality coffee at a lower cost (validated at the Common wealth Scientific and Industrial Research Organisation (CSIRO), Australia, in partnership with Flavour tech). In the process, the coffee concentrate and the aromatic extract were prepared using the integrated extraction system + rotating disc column with aromas extracted from the coffee in a separation column. The remaining preparation was decanted twice and the parts remaining in suspension were recovered,centrifuged, and then concentrated. A fraction of concentrated coffee (without aromas) and a fraction of aromas (extracts before concentration) were obtained.
The two fractions were processed using freeze-drying, spray-drying, and EPT.For the EPT process, the aromas were injected and mixed with the concentrated coffee continuously in the extruder, before spray-drying. For the spray-drying and freeze-drying processes, the aromas were incorporated in the concentrated coffee.The mixtures were homogenized before drying.
Clextral compared the aromatic compounds of the powders using the Solid-Phase MicroExtraction – Gas Chromatography Mass Spectrometry (SPME-GCMS) method, proven to give the most faithful representation of the aromatic profile of soluble coffee. This comparison showed the aromatic profile of EPT coffee is similar to freeze-dried coffee.Inversely, the aromatic profile of spray dried coffee lost significant quantities of volatile compounds; some compounds completely disappeared.
Application 3: Probiotics
In2001, probiotics were defined by the World Health Organization and the Food and Agriculture Organization of the United Nations as: “living microorganisms which when administered in adequate amounts confer a health benefit on the host.”
Many recent studies have demonstrated the benefits of probiotics, resulting in a high demand from the food and nutraceutical industries. The recommended concentration of probiotics in products labeled as such is at least 107 CFU (Colony Forming Units) per gram.
The main techniques used to produce powder probiotics are freeze-drying and spray-drying. Freeze-drying is highly efficient for producing powders with very low humidity and viable microorganisms.Disadvantages include the long batch process time (24 hours to 48 hours) and high equipment investment and operating costs.
Spray-drying is a low-cost process with several drawbacks, including powders with low CFU concentration due to high heat processing. Other drawbacks include elevated energy consumption, large equipment size for commercial production, and limited process flexibility.
EPT powders have been proven to retain probiotics at recommended concentrations and with no loss of viability. The low-temperature drying preserves the heat-sensitive microorganisms because the powder temperature is less than that of conventional spray-drying (20˚F to 30˚Flower) throughout the process. This was proven on the Australian EPT platform (atCSIRO) by processing two commercially available strains from CHR Hansen: BB-12(Bifidobacterium animalis subsp. lactis) andL. CASEI 431 (Lactobacillus paracasei ssp.paracasei) using spray-drying, freeze drying,and EPT with a UHT mix as drying carrier.
The Future of EPT Powders
Extensive testing in these applications demonstrates the advanced functional properties of EPT powders compared with spray-dried or even freeze-dried powders.EPT milk protein concentrate powders exhibit enhanced properties, particularly in terms of solubilization rate and dispersibility,that offer good opportunities for a range of food products. Rehydrated EPT coffee powders are superior to spray-dried coffee as they retain important fresh and freeze-dried coffee qualities that are lost inspray-dried coffee. The chemical analyses demonstrated that retention of the volatile aromatic compounds is better with EPT,and these good results must be confirmed through sensorial analysis. Lastly, the EPT process can continuously produce probiotic powders with satisfactory CFU viability, at lower cost than the freeze drying process. These positive results will lead to testing on other microorganisms.
EPT is not restricted to these three applications. New and improved powders with wide-ranging commercial applications continue to be developed using this promising new processing technology.
Authors
-
Tara McHugh, Gilles Maller
Categories
-
Food Processing and Packaging
-
Emerging Science and Technologies
-
Food Ingredients and Additives
-
Prebiotics and Probiotics
-
Novel Technologies
-
Food Technology Magazine


