Understanding Aseptic Processing of Foods

-
Aseptic Processing Science
Understand the science behind aseptically processed foods, beverages, and packaging.
-
Sterilization Efficacy
Gain insight into the research studies that show the efficacy of aseptic processing in sterilizing food products, packaging, equipment, and filling areas.
-
Industry Milestones
Learn about important milestones in the history of aseptic processing.
Aseptic processing is used the world over to produce high-quality products such as juices, concentrates, purees, milk products, soups and broths, and puddings, as well as ingredients for further processing. In the United States, aseptic milk and juices are an integral element of school lunch programs. Aseptic food processing is important because it allows for extended shelf life without refrigeration, preserves food quality, and eliminates the need for preservatives, all while ensuring food safety by achieving commercial sterility. For food processors, the technique not only ensures optimized food quality and safety but can reduce manufacturing costs and reduce food waste as well.
According to 21 CFR Part 113, Thermally Processed Low-Acid Foods Packaged in Hermetically Sealed Containers, aseptic processing and packaging is defined as follows: “The filling of a commercially sterilized cooled product into presterilized containers, followed by aseptic hermetical sealing, with a presterilized closure, in an atmosphere free of microorganisms.” Let’s look at how the different elements making up this definition may be achieved.
First, commercial sterility of equipment and containers used for aseptic processing and packaging of food means the condition achieved by application of heat, chemical sterilant(s), or other appropriate treatment that renders the equipment and containers free of viable microorganisms with public health significance. It also renders equipment and packaging free of microorganisms of non-public health significance such as spoilage organisms capable of reproducing in food under normal non-refrigerated conditions of storage and distribution. Achieving this state is perhaps the greatest challenge when developing and validating an aseptic processing system.
Any product destined for an aseptic package must be biologically and chemically stable. Being chemically stable is necessary because there have been occasional incidents where enzymes were not fully inactivated by the thermal process and ended up compromising the product. The greatest challenge has been establishing high temperature-short time (HTST) processes for new formulations of low-acid foods, especially dairy-based products and items like puddings. With a new formulation, the first step is to establish the heat resistance of spores of Clostridium botulinum in the product, which entails a thermal death time study. These studies entail inoculating spores into product in thermal death time cans and heating for various times and temperatures, for example.
Based on survival of the organisms, the D and Z values of the spores may be determined. These two parameters are defined here:
- D Value. Time in minutes required to reduce the number of organisms by one log or 90% at a set temperature
- Z Value. Number of degrees required for the thermal death time curve to traverse one log cycle
Once these two values are established, heat resistance values over a range of temperatures may be determined. For most aseptically processed products, the heat resistance at high temperatures (usually 135oC–140oC) can be set and process times established. Commercially sterile aseptic products are usually processed for a few seconds at the elevated temperatures and quickly cooled. On some occasions, the product and process may call for an inoculated pack study. In this case, a surrogate with similar heat resistance to Clostridium botulinum may be employed. The surrogate, a nontoxic Clostridium strain will be inoculated into the product and heated to different temperatures or at different times. Based on growth in the finished product (i.e., gas production confirmed by microbiological examination and subculturing of an appropriate number of products from flat containers), the process can be established.
Any product destined for an aseptic package must be biologically and chemically stable.
Sterile Packaging
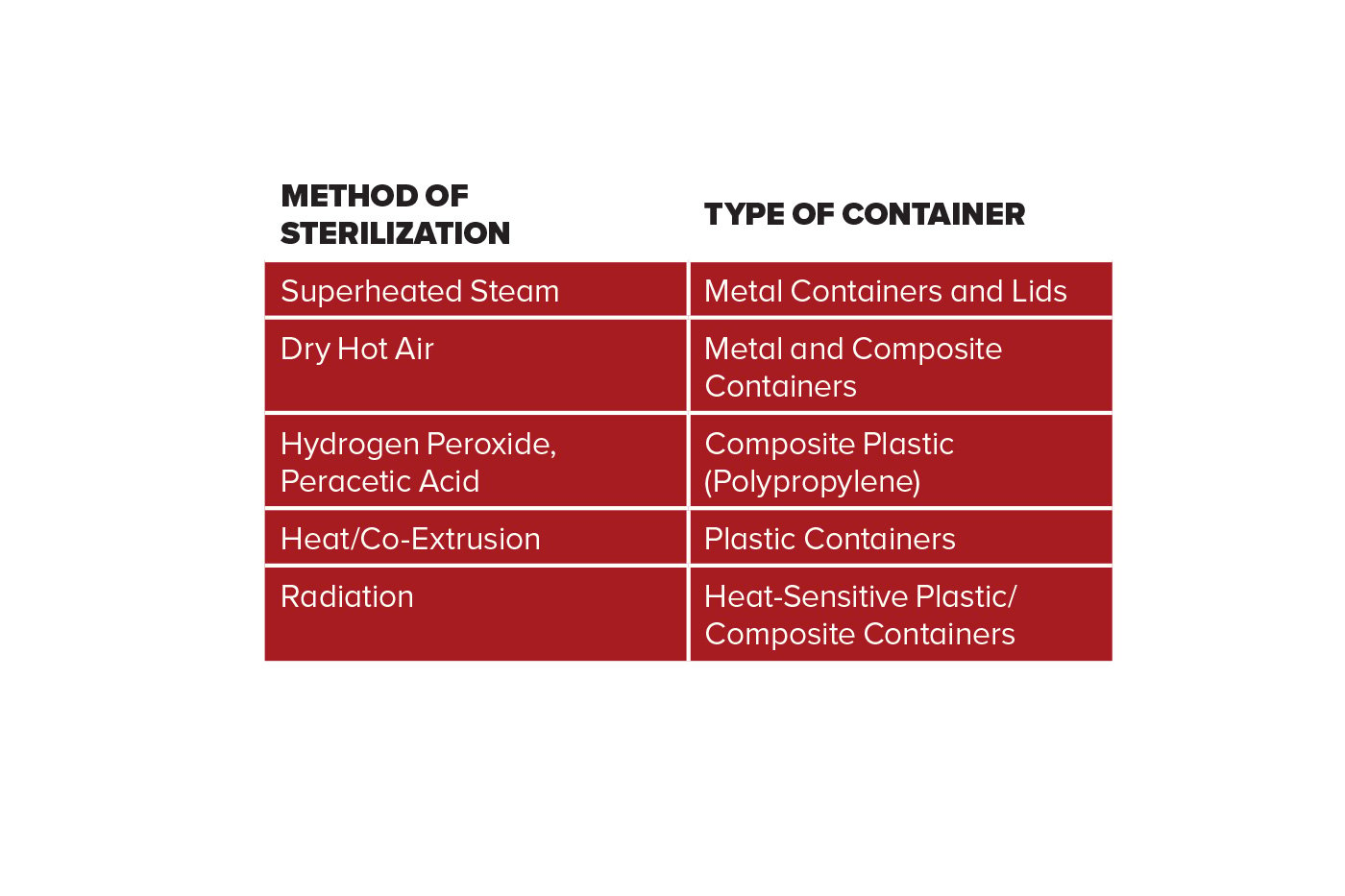
Establishing a verified process for sterilizing packaging materials may be the most challenging step in the process for validating an aseptic processing system. There are several different methods that have been utilized to sterilize packaging used for aseptically processed and packaged foods. (See the table below.) Let’s consider a few of these sterilization methods and talk about how a system using such technology is validated.
With a system that uses metal cans and lids such as the Dole System, superheated steam is used to sterilize the packaging materials. Using appropriate bacterial spores, research has been conducted that determined when surface temperatures of metal cans reached a set temperature, they would be deemed commercially sterile. The temperature was in the 190oC/400oF range, so the challenge was to monitor surface temperature to ensure that temperature was reached.
In addition, lids and can bodies were marked with paint to easily identify the containers that would be used for the study. Temperature tabs were then placed on the marked cans. These temperature tabs were designed to “break” at different temperatures. If commercial sterility could be obtained when lids reached 410oF and can bodies 415oF, a tab with temperatures of above 395oF could be employed. The marked and tagged packaging would be run through the Dole unit, recovered, and examined to determine what temperature they reached, which allows the process parameters to be established.
Another means used for sterilizing packaging materials is radiation. Radiation is employed for bags of all sizes ranging from gallon sizes to those used for 55-gallon drums to 400 lb bags used for purees, concentrates, diced products, and others. Again, work was conducted to determine the dose required to render the packages sterile. Bags are exposed to gamma radiation and a dosimeter was utilized to verify that the appropriate amount of radiation was delivered.
One other means for sterilizing packaging materials is to use chemicals such as hydrogen peroxide and peracetic acid. The approval of hydrogen peroxide for sterilizing flexible packaging jump-started the age of aseptic processing. There were several challenges with peroxide, the first of which was to find the surrogate or surrogates for Clostridium botulinum. Early studies established that bacterial spores could be destroyed with hydrogen peroxide (Von Bockelmann and von Bockelmann 1972). Studies also were conducted that showed that some types of Bacillus spores were more resistant than Clostridium sporogenes, a surrogate used for C. botulinum in foods (Toledo et al. 1973). Scientists at the National Food Processors Association (NFPA) determined that Bacillus subtilis and Bacillus stearothermophilus (now known as Geobacillus stearothermophilus) were the answer (Ito et al. 1973). The surrogates were produced and used in different ways depending upon the application.
For packaging, the spores were inoculated onto the interior of the packaging (roll stock usually) and marked for future recovery, dried, and passed through the aseptic unit. The containers were filled with the product or a nutrient broth and then incubated. Critical parameters were H2O2 concentration and temperature of drying air. Different inoculum levels were also employed. Studies conducted at NFPA showed that with the use of peracetic acid as a germicide, Bacillus cereus strains had considerable resistance to peracetic acid and their destruction also needed to be considered (Blackistone et al. 1999).
Sterile Equipment and Filling Area
So, we know how to sterilize the product and the packaging. These must now be brought together into the filling area, which must not only be sterilized but must be able to maintain sterility during the process. The parameters for sterilizing the area also must be established and properly verified. Again, the means for sterilization varies with the system in question.
The Dole unit filling area was sterilized using superheated steam. The area had to maintain sterility as the cans and lids were brought together to be filled. This was accomplished by using hot superheated steam under positive pressure. Sterility was validated using surrogate bacterial spores inoculated onto small metal discs appropriately placed throughout the filling area. A map with a numbered location of the discs was prepared. The aseptic system went through the sterilization cycle and the discs were recovered and cultured.
The sterility of the filling area for aseptic packages sterilized by chemicals such as hydrogen peroxide or peracetic acid was validated similarly to the Dole unit. A means of locating and recovering surrogates in the filling area was accomplished by inoculating Bacillus strains onto aluminum or plastic strips with an adhesive opposite from where the inoculum was located. The strips were attached throughout the filling area and a map of their locations with numbers was prepared. The aseptic system went through the sterilization cycle and the strips were recovered and cultured. Parameters for sterilization of the area, which included the spray volumes of H2O2, the location of the peroxide delivery systems, and temperature of the drying air, were recorded. The sterilization parameters were modified until the filling area could be shown to achieve sterility.
Similar procedures were used when sterilizing the filling area for aseptic bags. The aseptic bags were placed in the filling area and locked in place. The bag spout and cap were then sterilized in place prior to filling. This could be accomplished using steam, chlorine, or hydrogen peroxide. The caps were either inoculated and cultured or strips were placed in the filling chamber to be recovered and cultured.
Conclusion
Aseptically processed and packaged products are high-quality, shelf-stable products that are easy to use, handle, and store. Look at a juice processor. What would they rather use as an ingredient: a bulk product that can be staged and used, or one that would have to be staged, thawed, and used? For those who wish to learn more, one excellent reference book is the “Handbook of Aseptic Processing and Packaging, 3rded.,” edited by Jairus David, Pablo Coronel, and Josip Simunovic (David et al. 2022).ft
Aseptic Processing: A Brief History
Image Courtesy of Don Schaffner/Rutgers University
Aseptic processing is not new. C. Olin Ball, who developed the Ball Formula for calculating thermal processes for thermally processed low-acid foods, is considered the pioneer of aseptic processing. As the image in this sidebar shows, the first high temperature-short time (HTST) aseptic system, was whimsically known as the “Ballnik,” but formally called a heat-cool-fill machine (HCF). Ball developed this unit in 1927 and conducted a great deal of work on aseptic systems when he was employed by canning companies in the 1930s and 1940s.
In the 1950s, Ball had Rutgers University professor Elizabeth Stier run sensory panels on the products produced using the Ballnik. Stier described the tomato juice as “tasting like fresh tomatoes with a bright red color.” The consumer panels were not so complimentary, however. They preferred canned tomato juice processed using the hot-fill-hold process since that was what they were used to: dark color, slight burned notes. The HCF system was not a commercial success due to several factors, including cost, maintenance, and a lack of flexibility.
In the United States, there were several aseptic systems that followed the HCF unit and achieved commercial success. Among them were the Avoset system developed by George Grindrod and the Dole Aseptic Process developed by McKinley Martin in the late 1940s. In Europe, other systems, such as Tetra Pak’s that employed paper-foil laminates, cropped up in the 1950s. In this system, a chemical sterilant (chlorine) was used for the packaging.
Aseptic processing and packaging took off in the United States in the 1980s with the approval by the U.S. Food and Drug Administration of 30% to 35% hydrogen peroxide as a sterilant for packaging materials. The most successful aseptic systems utilized HTST processes and focused on beverages and food products that could be pumped, such as puddings, soups, or broths, and tomato products, to name a few. High temperatures were in the 270°F range followed by rapid cooling.
Hero Image: © zorazhuang/iStock/Getty Images Plus
Authors
-
Richard Stier Food Scientist
Richard F. Stier is a consulting food scientist with international experience in food safety (HACCP), food plant sanitation, quality systems, process optimization, GMP compliance, and food microbiology (rickstier4@aol.com).
Categories
-
Food Safety and Defense
-
Processing Equipment
-
Applied Science
-
Food Technology Magazine
-
Food Processing and Technologies


