A Practical Guide to EMPs

-
EMP Foundations
Understand the purpose of environmental monitoring programs (EMPs), their regulatory basis, and how zoning helps identify and control environmental pathogen risks.
-
EMP Sampling Design
Gain insight into how to design and implement an EMP sampling plan, including zone-specific sampling frequencies, methods, and interpretation of results.
-
EMP Data Management
Learn how to evaluate corrective actions, establish microbial limits, and use EMP data to strengthen overall food safety management systems.
August 2025 saw a major recall of soft-ripened French cheeses across Europe and the United States after contamination with Listeria monocytogenes caused multiple illnesses and deaths. As this article is being prepared, the root cause of the outbreak has not yet been determined. However, Listeria outbreaks are often associated with a breakdown in basic food hygiene or sanitation practices.
One of the tools in the food safety toolbox that can help to minimize the potential for such occurrences is an environmental monitoring program (EMP). The purpose of an EMP is to monitor the food plant environment for pathogens and prevent them from becoming established (University of California, Davis, Safe Food Alliance). Under current food safety regulations (21 Code of Federal Regulations 117), environmental pathogens are defined as organisms capable of surviving and persisting in processing environments such that they may contaminate food and cause illness (CFR 2015). Common examples include Listeria monocytogenes and Salmonella species.
Regulations require evaluating environmental pathogens when ready-to-eat (RTE) foods are exposed to the environment prior to packaging and no validated kill step or formulation eliminates the hazard. This evaluation must consider multiple factors, including food formulation, facility and equipment design, raw materials, transportation, processing steps, packaging, storage, intended use, sanitation practices, and other relevant variables such as seasonal risks.
As defined in the regulations, Listeria monocytogenes and various Salmonella strains are the primary environmental pathogens of concern. So, if you are producing RTE foods that are exposed to the environment prior to packaging, there is a good chance you will need to establish an EMP, unless you can demonstrate that your product is lethal to the pathogen of concern. If a processor believes their product is lethal to a potential pathogen, they should conduct challenge studies using appropriate strains and rely on a laboratory experienced in such work.
Building an EMP
After completing a risk assessment, the company should assign responsibility for developing an EMP to the food safety team. Ideally, this includes individuals knowledgeable about potential environmental risks. Team members may include the plant engineer, quality manager, sanitation supervisor, production manager, and plant microbiologist. Bringing in an external expert—such as a process authority, microbiologist, or contract lab representative—is often beneficial.
The team should review the process flow diagram and evaluate the plant environment to identify potential sampling sites. This step must include a walk-through during production and cleanup. Engaging line workers during this process is valuable; they often know which areas are hard to clean or prone to residue buildup. For example, any locations in Zones 1 or 2 that require brushes or special tools to reach are strong candidates for future testing.
The team must also identify the primary pathogen of concern based on product type. Manufacturers of cheeses, deli meats, dips, salads, cooked poultry, smoked fish, cooked sausages, and other perishable foods typically focus on Listeria monocytogenes. Producers of nuts, seeds, grains, nut butters, spices, and pasta generally focus on Salmonella. Although Salmonella does not grow in many of these foods, it can survive in low-moisture, high-fat environments, as demonstrated by the 2009 Peanut Corporation of America outbreak.
Understanding Zones
EMP programs use zoning to organize sampling (Butts 2003). The four zones are as follows:
Zone 1: Product contact surfaces (PCS). These are areas in the plant where product comes into direct contact with surfaces following the lethality or microbial reduction step and before the product is sealed in the primary package. If there is no kill step, Zone 1 will include any place where the product comes into contact with equipment or is exposed to the environment. Examples are conveyor belts, fillers, utensils, employee hands or gloves, buckets or totes, and slicers.
Zone 2: Non-product contact surfaces. These are areas adjacent to or within close proximity of PCS. Examples include equipment framework, refrigeration units, equipment housing, computer screens, and tools used for maintenance.
Zone 3: Non-product contact surfaces distant from PCS areas. These are non-product contact surfaces in open post-lethality product-processing areas that are not closely adjacent to Zone 1 surfaces. Zone 3 surfaces, however, still have the possibility—based on risk—of leading to product cross-contamination. Examples include, but are not limited to, air return covers, phones, hand trucks, forklifts, drains, floors, and pallets.
Zone 4: Areas outside processing areas. These are areas outside post-lethality processing rooms but are still capable of contributing to contamination if poorly maintained. Examples include locker rooms, cafeterias, hallways, loading docks, break rooms, maintenance areas, and restrooms.
The team must classify facility areas into these zones and identify appropriate sampling sites that pose potential risk based on the process flow chart, facility walk-throughs, and operational history.
One does not sample for the sake of sampling.
The Sampling Plan
Once sampling sites are established, processors will develop, document, and implement a sampling program for each of the zones and determine how samples will be taken, who will collect them, and who will conduct the testing. Many companies utilize a contract laboratory for sample testing and analysis but collect the samples in-house and pack them for delivery to the testing facility. Sampling usually involves the use of swabs or sponges. It is imperative that personnel who perform the sampling are properly trained; one does not want false positives. Many laboratories also offer collection programs in which they send personnel to collect samples.
Zone 1 samples should be collected weekly and tested for indicator organisms such as coliforms, Enterobacteriaceae, and/or total plate counts. If you choose to test for pathogens when sampling Zone 1, as some plants do, understand that a positive test means the product may need to be placed on hold. This requires holding all product from that line that was produced from cleanup to cleanup. The company must develop, document, and implement a policy addressing product placed on hold while awaiting a Zone 1 result.
Zone 1 testing is an excellent method for verifying the microbiological process controls the company has in place. The number of samples collected depends on the product and the production facility. Each sample point identified by the team should be tested at least once a month. The sampling program should be designed so that sampling points are rotated to ensure each is tested, again focusing on potential risks.
Samples should be collected during pre-operational startup, after cleanup, but before sanitizers are applied, and even during operations. Pre-operational samples may contain residual sanitizer, so ensure the sanitizer is neutralized. If samples are taken during production, the processor needs to establish baseline data on what would be considered normal microbial loads for that sample point. Without baseline data, sampling has limited value.
Sampling in Zones 2 and 3 is very similar. Ten to 15 samples should be collected weekly and tested for the target pathogen. Samples should be collected at the start and end of operations and again 3–4 hours after production begins.
Zone 4 samples should be collected at intervals of 2–4 weeks. The purpose of sampling remote areas in the plant is to determine whether harborage sites for pathogens exist that could eventually gain access to production areas. Zone 4 sampling also helps assess the strength of the barrier preventing pathogens from moving from Zone 4 into Zone 3. Therefore, focus on areas that open into the plant or that may introduce contamination through foot or vehicular traffic.
An example of how such sampling helped identify the source of a Salmonella outbreak linked to pasta illustrates this point. Salmonella was isolated from a bench in a locker room where an employee placed his shoes before putting them in his locker. His shoes were contaminated with Salmonella from visiting a chicken coop each morning to feed his chickens. The manure contaminated the boots, which contaminated the bench, and ultimately entered the plant through poor handwashing.
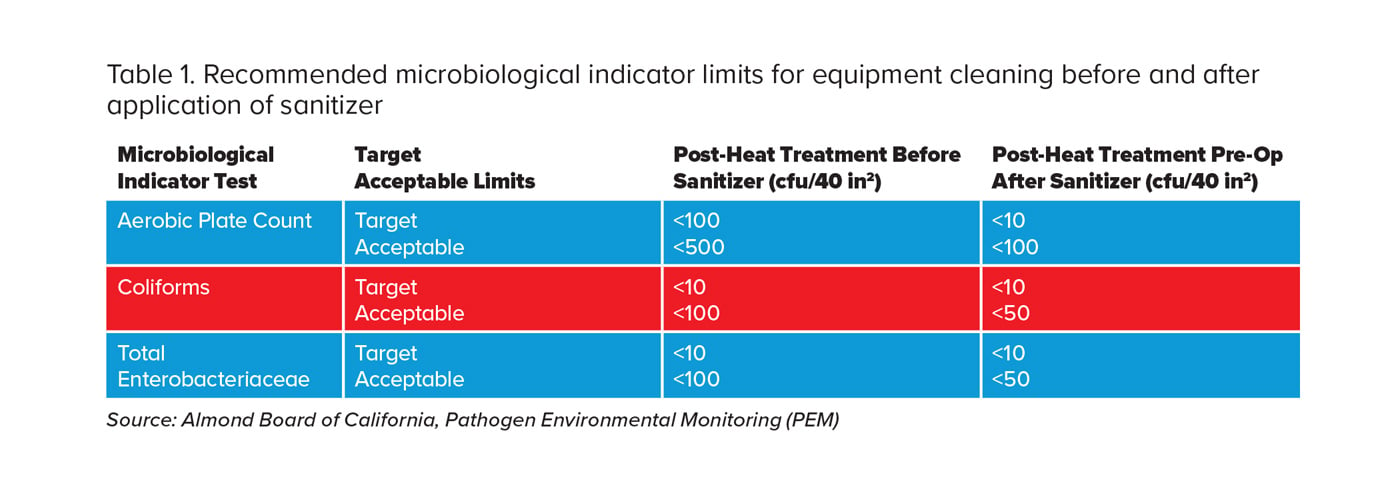
One does not sample for the sake of sampling. It is imperative that companies establish limits for indicator organisms and create action plans that include corrective actions if a sample exceeds established guidelines and/or tests positive for Listeria or Salmonella. Table 1 provides an example of indicator organism limits (Almond Board of California 2025).
Corrective Actions
The company must establish limits for indicator organisms and define corrective actions for when results exceed these limits or when pathogens are detected. For Zone 1 positives, corrective actions may include the following steps:
1) Placing product from the affected line on hold
2) Quarantining the suspect area and limiting access to that area
3) Disassembling and inspecting equipment, followed by additional vector sampling
4) Initiating additional cleaning and sanitation activities
5) Conducting additional sampling in Zones 1, 2, and 3 around the area of the initial positive result prior to cleaning (The goal should be three straight days of negative tests before returning to normal adherence to the EMP program.)
Test results should be entered into a database that is easily reviewable and must include corrective actions that were taken.
Mastering Monitoring
This brief overview outlines the essential steps in developing, documenting, implementing, and maintaining an environmental monitoring program—an integral part of any food safety management system. EMPs support the safety of RTE foods exposed to the environment after processing, but they work best alongside other programs such as sanitary design, employee training, and a company-wide commitment to continuous improvement.
Importantly, pathogen control is not a static program; it is a dynamic, evolving system focused on managing—not merely monitoring—the environment. Any changes in products or processes should trigger a reassessment of the EMP and necessary adjustments to ensure continued control and protection against contamination.ft
Acknowledgment
The author wishes to thank John Butts, PhD, of Food Safety By Design LLC, for his assistance with this article.
Hero Image: © arthobbit/iStock/Getty Images Plus
Authors
-
Richard Stier Food Scientist
Richard F. Stier is a consulting food scientist with international experience in food safety (HACCP), food plant sanitation, quality systems, process optimization, GMP compliance, and food microbiology (rickstier4@aol.com).
Categories
-
Food Processing and Packaging
-
Food Sciences
-
Food Safety and Defense
-
Risk Analysis
-
Food Policy
-
Pathogens
-
Microbiology
-
Applied Science
-
Food Technology Magazine


