PACKAGING
Testing the Integrity of Package Seals
 Claire Koelsch Sand
Claire Koelsch Sand
Food Technology Magazine
Testing the integrity of package seals helps ensure that food packaging provides required product protection. Sustainable packaging alternatives, lower cost packaging, and variations in production line sealing parameters are frequently assessed with seal integrity tests. With the renewed interest in sustainable packaging, alternate structures such as monolayer recyclable flexible packaging are being explored, so ensuring that the seals for these structures maintain their strength is essential. Likewise, packaging materials with reduced costs and alternate sealing methods are evaluated as a function of seal strength and confirm that seals do not leak over the shelf life of products. The integrity of seals on packaging for new product introductions and alternate distribution, such as via e-commerce, also needs to be assessed. Maintaining the reliability of package seals is critical for product quality and food safety.
Methods of Seal Testing
Seal integrity assessments are performed as an integral part of food safety, HACCP, production quality control, and after altering distribution methods. In terms of food safety, small leaks in the seal area can expose the product to cocci-shaped or rod-shaped bacteria, and larger leaks can expose the product to contaminated water droplets, which can have a much greater prevalence than bacteria.
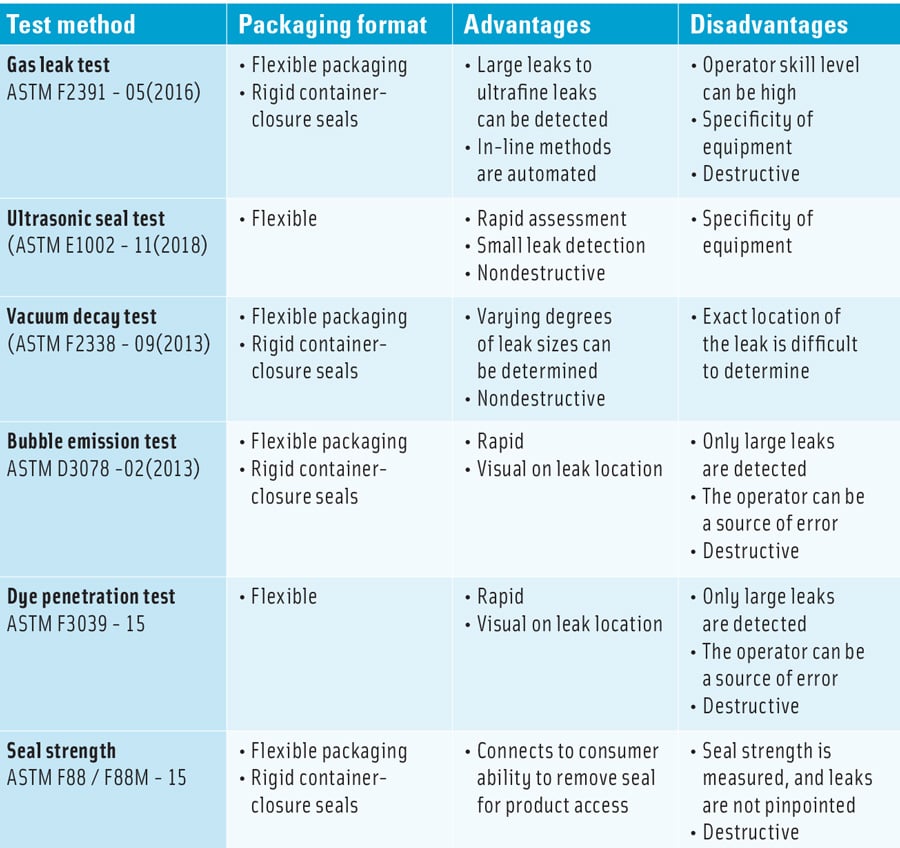
Quality control protocols for measuring seals at production startups and shift changes are determined based on the confidence that seals have integrity, a small degree of variability in labor and sealing equipment, and trust in material consistency. For example, after converting to a new material structure, a company may increase the frequency of leak detection sampling to verify that seals are consistently well-made. Seal-integrity testing is also performed as a function of distribution hazards. When products are shipped in e-commerce, they often travel greater distances than brick-and-mortar retail shipments. A granola bar package destined for e-commerce may be shipped in shipping cases from the manufacturer to a distribution center to an e-commerce distributor, uncased, and then shipped to consumers in the paperboard secondary packaging with other products in a different larger shipping case instead of within the initial shipping case sent to distribution centers and retailers. Because these distribution processes may add different stresses to the seal area and packaging, seal integrity is measured after simulations or actual road tests. Standards for specific types of food distribution exist; for example, seals on packaged food sent to astronauts at the International Space Station need to meet specific testing criteria dictated by the unique environment. Destructive and nondestructive testing procedures to ensure seals will survive shipping and consumer handling, and environmental conditions over the life of the product are well-established. Six methods are commonly used to analyze the seals of food packaging:
 • Gas leak test. Gas leak detection via mass spectrophotometer is employed in Standard Test Method for Measuring Package and Seal Integrity Using Helium as the Tracer Gas (ASTM F2391 - 05(2016)) and Standard Practice for Leakage Measurement Using the Mass Spectrometer Leak Detector or Residual Gas Analyzer in the Hood Mode (ASTM E1603 / E1603M - 11(2017)). Used on closed (entirely sealed) samples, these methods measure migration of gas from inside the package to the environment. Helium is used because of its low presence in the environment, its detectability via mass spectrophotometer, its nonexplosive nature, and because it is chemically inert. For the positive pressure method of this test, an operator injects helium into a sealed package or adds helium to the package headspace upon sealing. After this, a mass spectrophotometer is used to identify and quantify the presence of helium in the surrounding enclosed space. In the vacuum method of the gas leak detection test, a vacuum is used to place stress on seals to assess small leaks. The rate of transfer of helium captures the actual transmission rate through the material as well as through the seals. The vacuum method increases the driving force of leak detection and measures the helium gain in the external environment within the sealed sample. For both gas-leak test methods, seals are measured indirectly. In-line diversion systems such as the Dansensor LeakMatic II often employ carbon dioxide. Ultra-fine leaks that are seven orders of magnitude smaller than other test methods can be detected.
• Gas leak test. Gas leak detection via mass spectrophotometer is employed in Standard Test Method for Measuring Package and Seal Integrity Using Helium as the Tracer Gas (ASTM F2391 - 05(2016)) and Standard Practice for Leakage Measurement Using the Mass Spectrometer Leak Detector or Residual Gas Analyzer in the Hood Mode (ASTM E1603 / E1603M - 11(2017)). Used on closed (entirely sealed) samples, these methods measure migration of gas from inside the package to the environment. Helium is used because of its low presence in the environment, its detectability via mass spectrophotometer, its nonexplosive nature, and because it is chemically inert. For the positive pressure method of this test, an operator injects helium into a sealed package or adds helium to the package headspace upon sealing. After this, a mass spectrophotometer is used to identify and quantify the presence of helium in the surrounding enclosed space. In the vacuum method of the gas leak detection test, a vacuum is used to place stress on seals to assess small leaks. The rate of transfer of helium captures the actual transmission rate through the material as well as through the seals. The vacuum method increases the driving force of leak detection and measures the helium gain in the external environment within the sealed sample. For both gas-leak test methods, seals are measured indirectly. In-line diversion systems such as the Dansensor LeakMatic II often employ carbon dioxide. Ultra-fine leaks that are seven orders of magnitude smaller than other test methods can be detected.
• Ultrasonic seal test. Ultrasonic seal testing is nondestructive testing. According to the Standard Practice for Leaks Using Ultrasonics (ASTM E1002 - 11(2018)), this method is often used as a rapid assessment prior to exploring leaks in more detail. Leaks emit a high frequency, which is recorded, and the specific location of the leak is determined. The ultrasonic seal test has broad application and is often used to detect the presence of contaminants in the seal area.
• Vacuum decay test. When a sample package is placed under vacuum, leaks are detected when the vacuum decreases in the area surrounding the package. The Standard Test Method for Nondestructive Detection of Leaks in Packages by Vacuum Decay (ASTM F2338 - 09(2013)) is versatile and can be used on flexible film and inner seals on rigid containers to assess the seal integrity of a water bottle to closure interface.
• Bubble emission test. Internal pressure that seals can withstand is measured with the assistance of pressure differential. For flexible packaging, the Standard Test Method for Determination of Leaks in Flexible Packaging by Bubble Emission (ASTM D3078 - 02(2013)) applies, and for rigid containers, the Standard Test Method for Leakage Testing of Empty Rigid Containers by Vacuum (ASTM D4991 - 07(2015)) is used by pulling a vacuum to a differential of 13.8 psi. The bubble emission test is typically used to detect leaks in modified atmosphere packaging (MAP) and to test packaging that will experience pressure differences when it encounters different pressures, such as being shipped over mountains or in unpressurized cargo holds. This method is used to rapidly assess gross leaks, not to determine the size of leaks or the presence of ultra-fine leaks. Samples are submerged below the water level within a sealed transparent vacuum chamber. When the vacuum is applied, packages swell due to the pressure differential and leaks are apparent when bubbles emerge from the submerged sample. The Standard Test Method for Detecting Gross Leaks in Packaging by Internal Pressurization (ASTM F2096 - 11) and modified ASTM bubble emission methods are used when standard equipment is not on hand and when the equipment needed for the modified method (air hose, needle, and water) is frequently accessible. For example, a modified method to assess for gross leaks is used when filled, sealed bags are punctured with a needle, the needle-package interface area is covered with a finger so that air does not escape when the package is inflated with an air hose, and the package is manually submerged in water for a defined period of time. In this case, bubble emission would indicate a seal issue.
• Dye penetration test. Flexible packaging seals are also measured using the Standard Test Method for Detecting Leaks in Nonporous Packaging or Flexible Barrier Materials by Dye Penetration (ASTM F3039 - 15). For this method, an operator applies a dye to one side of the seal area and then examines the other side of the seal after a specified period of time to assess if the dye transferred through the seal. This method is useful for discerning the exact area of a leak. However, for leaks on the order of 0.002 inches, which is six orders of magnitude larger than most permeants, this method does not correlate directly to the presence of small leaks relevant to MAP, gas-flushed packaging, or packaging that needs a hermetic seal for the shelf life of the product. The dye penetration test is considered a destructive test since visible dye is applied to the seal area even though dye present on the external seal area and not the internal seal area would demonstrate that the seal is intact.
• Seal strength test. The Standard Test Method for Seal Strength of Flexible Barrier Materials (ASTM F88 / F88M - 15) is used to assess seal strength. However, in certain situations, testing seal strength using this method is problematic. This is because only one-inch sections of the seal are examined instead of the entire seal area. This test is conducted by placing each side of a one-inch sealed section of the package within grips and pulling one side of the seal away from the other side of the seal at a defined speed. The maximum force required is measured. Three techniques are used to mimic actual use, and these employ unsupported seal testing and supported seal testing at 90 degrees and 180 degrees. The test results are often affected by the mechanical properties of the packaging material. For example, if the test film contains nylon or linear low-density polyethylene, it may stretch excessively, and the actual force on the seals would be minimal and not measurable. This test also assumes that the one-inch section tested is representative of the entire seal, which may not be the case. This technique can be used to measure the strength of seals between rigid and flexible films such as the seal on juice containers or the seal between a yogurt cup and its lidding.
Authors
-
Claire Koelsch Sand Owner and Founder
Claire Koelsch Sand, PhD, contributing editor to Food Technology and an IFT Fellow, is a global packaging leader with more than 35 years of food science and packaging experience. Sand is the owner and founder of Packaging Technology and Research, LLC (claire@packagingtechnologyandresearch.com).
Categories
-
Food Processing and Packaging
-
Packaging Equipment and Materials
-
Shelf Life
-
Food Quality
-
Food Technology Magazine

